The Latest News : Straight From The Dragon’s Mouth
Article on the Wire Draht website
You can read more about the P-106-BASIC oven system here.

Article on the ASM International website
You can read more about the P-208E oven system we made for GKN Driveline Mexico here.

Springs Are Everywhere
Pyromaitre sponsored one episode of the podcast Springs Are Everywhere by the Spring Manufacturers Institute. The subject : Multigenerational Workforces and Great Company Cultures.
![]()
SMI : Annual Meeting 2025
We attended the SMI Annual Meeting from March 29 to April 1st at the Kimpton Hotel Fontenot in New Orleans. It was great to connect with people from the industry.

Article in TheMonty.com

SMI : Annual Meeting
![]()
We will attend the SMI Annual Meeting from March 29 to April 1st at the Kimpton Hotel Fontenot in New Orleans. Hope to see you there.
2025 Global Industrie
Pyromaître will be at the 2025 Global Industrie in Lyon, France, on March 12 and 13. You can make an appointment via the MyGI application on the event website at https://www.global-industrie.com/

Our Year-End Destocking Program

We are pleased to announce 10-15% discounts on in-stock ovens for orders with deposits made by January 20! Scroll down to see our selection of in-stock ovens available.
Ovens In-Stock & Ready To Ship
In addition to our current orders, we have a few stock machines that are ready to ship to you today!
Small Electric Models
- PS-106E = 400V and 480V
Capacity: 590°F=925 lb/hr; 790°=640 lb/hr
- PS-206E = 480V
Capacity: 590°F= 770 lb/hr; 790°= 505 lb/hr
- PS-128E = 480V
Capacity: 590°F=1,485 lb/hr; 790°=1,025 lb/hr
- PS-164E = 480V
Capacity: 600°F=680 lb/hr; 800°=280 lb/hr
- PS-168E = 480V
Capacity: 590°F=1,715 lb/hr; 790°=1,155 lb/hr
- PS-208E = 400V and 480V
Capacity: 590°F=2,420 lb/hr; 790°=1,650 lb/hr
- Pyrocool Chamber
This cooling system is available with PS Series Pyro ovens. Best suited for small production ovens, this cooling-chamber system is designed to use ambient air to cool heat-treated parts.
If you would like to receive a quote on any of the above machines, we invite you to click to button below to get in touch or call 418-831-2576.
Article in the Springs Magazine
![]()
Our P106-BASIC oven is featured in the Spring/Winter edition of the Springs Magazine, page 61.

Article in the FineEngineering Magazine
![]()
Alex Grenier-Desbiens answered the questions from the FineEngineering Magazine about the market trends and recent products/solutions news.
To read the full article : https://fineeng.eu/pyromaitre-industrial-ovens-manufacturer/
Another project carried out


Pyromaître awarded Industrial Ovens Manufacturer of the Year 2024 by Manufacturing Technology Insights

Thank you to all our staff, partners and clients
Text from Manufacturing Technology Insights
This award is in recognition of Pyromaître’s stellar reputation and trust among customers and industry peers, evident in the numerous nominations we received from our subscribers. Pyromaître emerged as a Industrial Ovens Manufacturer of the Year 2024 after an exhaustive evaluation by an expert panel of C-level executives, industry thought leaderss, and our editorial board.
To read the full article : https://www.manufacturingtechnologyinsights.com/magazines/December2024/Industrial_Ovens/
Thanks for visiting Pyromaître, and our friends C3 at the CASMI SpringWorld Show!

It was great to see old & new faces at this year’s CASMI Springworld Show!
The highlight of our booth was our brand new oven prototype, the P106-BASIC!
In Case You Missed It: Especially designed for small springs, the P106-BASIC offers the quality and reliability you expect in a Pyromaître Oven, all at an economical price!
Features:
- Ideal for small springs: The P106-BASIC was designed with small springs in mind! It features lower convection to prevent small springs from blowing.
- Small, narrow footprint: its slim design easily fits inline with small spring coilers.
- High Quality You Expect from Pyromaître:
- User Friendly HMI: Touchscreen HMI with the latest controls
- CQI-9 ready
- Low Maintenance: Simple design requires very little maintenance
- Lower Position: the direct shaft driven gearbox mounted on the oven’s side allows the oven to sit lower to the ground, ideal for receiving parts.
- New Conveyor Control: allows for a great belt speed variability. Times can be as fast as 1 minute and theoretically unlimited while keeping the gearmotor cool.
- Reliability: +/-20F uniformity
- Economic Price Tag: The P106-BASIC is a “no frills” low cost oven for small springs- designed to provide the key stress relieving functions your operation needs, all at ~40% lower price.
- To learn more about the P106-BASIC

We were also pleased to have our friends at C3 join us at our booth!
C3 Offers Innovative Pyrometry Furnace Compliance Software
CQI-9 compliance is fraught with challenges due to many manual, error-prone processes in the heat treating industry. C3 Data’s automated and digitally integrated, comprehensive system built around CQI-9 is the solution heat treaters need to generate SAT, TUS, and Calibration Reports. For more information, contact us at sales@pyromaitre.com.
Pyrograph Software: Take The Guess Work Out Of Stress Relieving!

With just a few questions, the Pyrograph Software automatically calculates the ideal stress relieving time & temperature for each unique batch of parts! Save Time & Increase Your Daily Output!
- Web Based Software: Always available online, and always up to date! Access the software from any device!
- Intuitive User Interface: The intuitive software will ask a series of questions about the material, part type, and oven model to determine the optimal heating time & temperature.
- Multiple Loading Methods: Supports both bulk loading and automated/robot loading & unloading to maximize oven belt coverage
- For Use With Any Pyro Model:The software is compatible with any Pyromaitre Oven: Simply select the model you are using for accurate results
Dusseldorf Follow Up
Thanks For Visiting Us At Wire Dusseldorf!
Thanks to all who visited us last month at the Wire Dusseldorf Show, to learn more about our electric and gas powered ovens! If you were unable to make it to the show, but would still like to learn more about our product offerings, we invite you to visit our website using the below button, or contact us at sales@pyromaitre.com.

Try Before You Buy!
Experience the Quality & Reliability of a Pyromaître Oven
With Our Rental Program!
How Does It Work?
We understand that capital equipment purchases are major investments, and it is important to feel confident that the oven you buy will meet your expectations. With that in mind, Pyromaître has a rental oven available in Europe for those who are interested in trying a Pyromaître oven to experience the quality and performance before making a major investment.
How Long Is the Rental Period?
Customers can choose a rental period of 1 to 3 months long. A rental fee is charged on a monthly basis, and customers agree to pay one way shipping (the other way is covered by Pyromaître).
Will Our Company Receive Training?
Pyromaître will help your production team get started with an online training session through Teams Meetings. Pyromaître will also offer access to our Pyrograph software which allows you to simulate your processes to help determine the proper recipes to use during your tests.
What Model Is Available For Rental?
We currently have a PS-168E (electric powered oven) available in Europe. We invite you to review the specifications and capabilities of this machine in the below chart.
If you are interested, please contact your local Pyro representative or send us an email at sales@pyromaitre.com
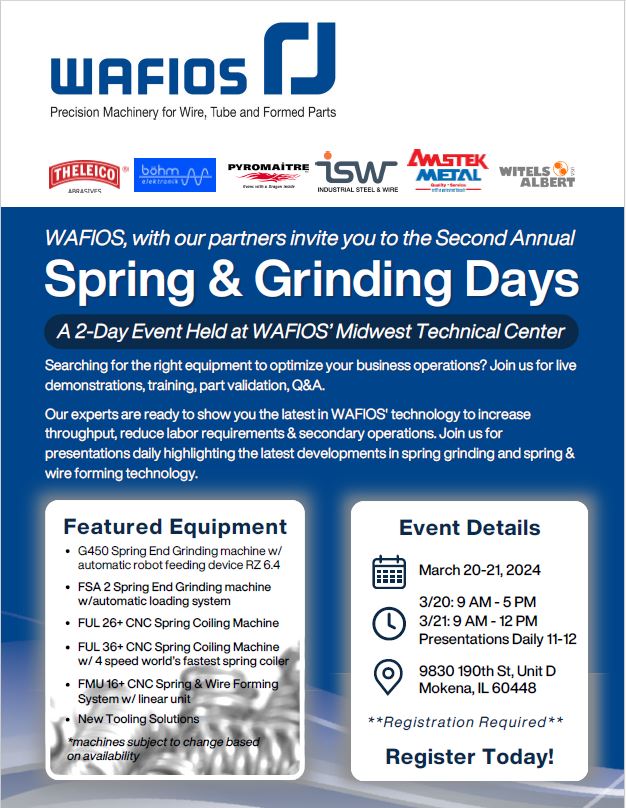
Spring & Grinding Days- Recap


Pyromaitre’s Alex Grenier gives a presentation at Spring & Grinding Days
Thanks to all who visited us at the WAFIOS’ Spring & Grinding Days event, March 21-22, 2024. We were proud to show off our brand new Economy Oven prototype, the PS-106E-BASIC. Our PS-106E BASIC was designed with cost conscious customers in mind who still want the quality and reliability of a Pyromaitre Oven.
The PS-106E BASIC is a “no frills” low cost oven with a small, narrow footprint, with a 10” wide belt and a 72” long chamber, ideal for small springs. The PS-106E BASIC is CQI-9 ready, will require very low maintenance, and will offer a significantly lower price than Pyromaitre traditional models- we estimate nearly 40% less at this stage of our development.
The PS-106E BASIC is in its final stages of development and is expected to be available this summer!

Other PS-106E BASIC Features:
- Lower Position: the direct shaft driven gearbox mounted on the oven’s side allows the oven to sit lower to the ground, ideal for receiving parts.
- New Programming: allows for a great belt speed variability. Times can be as fast as 1 minutes and theoretically unlimited while keeping the gearmotor cool.
- Reliability: +/-20F uniformity for a ~40% lower price.
March 2024
PS-106E BASIC UPDATE

Multiple tests were performed over the last 6 months. The speed for the fan motors were selected and installed on the prototype. The direct shaft driven gearbox mounted on the oven’s side allow the oven to sit lower to the ground. New programming allow for a great belt speed variability. Times can be as fast as 1 minutes and theoretically unlimited while keeping the gearmotor cool. Multiple successful tests were performed using customer’s parts. One of which resulted in the first order for 3 BASIC Oven. The Prototype will be features at Wafios in March. The BASIC features a 10” wide belt x 72” long chamber, +/-20F uniformity and Pyro reliability for a 40% lower price.
Wire Düsseldorf 2024
Pyromaitre will exhibit at the Wire Düsseldorf in Germany. Come visit us at booth H21 in Hall 16.

Spring and Grinding Days Event
Save the date and come see Pyro’s new PS-106E BASIC in action!
Login here: https://sagd.wafios.online/

Oven in Stock

Looking for a stress relieving oven ?
We have Three (3) ovens in stock ready to ship.
PS-164E
16” wide belt, 48” long chamber, 480V, 280 lbs per hour @ 790F
PS-106E
10” wide belt, 72” long chamber, 480V, 640 lbs per hour @ 790F
PS-208E
20” wide belt, 96” long chamber, 480V, 1155 lbs per hour @ 790F
All come with:
- +/- 10F uniformity
- CQI-9 Compliant
- Siemens PLC
- Dynamic Heat Control System
- Inlet and Outlet Chute
- 540C (1000F) max operating temperature
- 5-year warranty on the elements

Reduce Setup Time
REDUCE SETUP TIME AND ENERGY

THE T-2702E IS THE ONLY OVEN DEDICATED TO REDUCE SETUP TIME FOR SPRING MANUFACTURING.

STANDBY TEMPERATURE SAVES ENERGY
WHEN NOT IN USE THE OVEN WILL DROP TO A PRESET TEMPERATURE TO SAVE ENERGY. THIS STANDBY TEMPERATURE WILL ALSO SPEED UP THE RAMP-UP TIME WHEN SAMPLES ARE PROCESSED.

A 600MM X 600MM CHAMBER WILL ACCOMODATE ANY PARTS.

FOUR (4) HIGH VELOCITY FANS AND 18KW OF HEATING POWER RAMPS UP TEMPERATURE RAPIDELY

BUILT-IN PROGRAMING DEDICATED FOR SETUPS
ENTER THE PROCESS PARAMETER ON THE SPOT OR SELECT A PRESET RECIPE IN THE PLC. SETUP THE TARGET TEMPERATURE, HOLDING TIME AND FORGET IT.

RAPID COOLING ACTIVATE ONCE THE TIMER IS FINISHED PREVENTING PARTS FROM OVER HEATING
SHOULD THE OPERATOR BE AWAY PERFORMING OTHER TASKS, THE RAPID COOLING WILL DROP THE OVEN’S TEMPERATURE RAPIDELY STOPPING THE STRESS RELIEVING PROCESS.

OPTIONAL STACK LIGHT SIGNAL THE OPERATOR WHEN IN USE, RAMPING UP OR READY
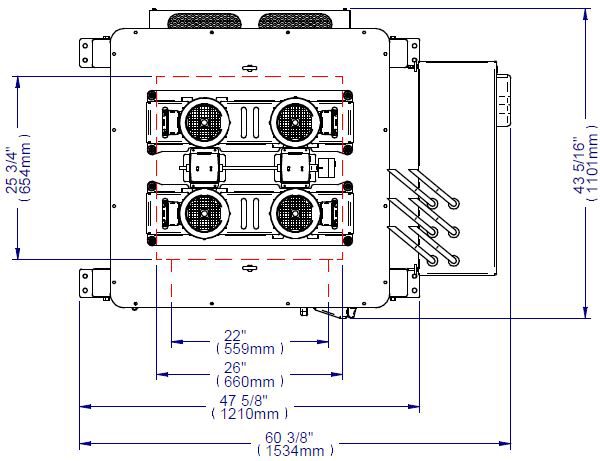
ONLY 1.7 SQUARE METER FOOTPRINT TO FIT ANYWHERE
New Small Oven

We need your feedback!
Pyro is entering the next phase withits small oven conception, and we need to determine the POWER REQUIREMENT.
You are manufacturing parts with wire diameter sub-0,06″_1,5mm?
You are tired of the very few oven suppliers and are looking foralternatives?
Please contact us so we can design an oven around your needs.
We need to know the following.
-Wire diameter:
-Lbs/hr:
-Oven temperature:
This information will of course be confidential and used only to size the power requirements in this new oven.
Please click the button below or send us an email to tgrenier@pyromaitre.com
What is this small oven?
The recent changes in oven suppliers left a hole in the market, many spring makers have reached out to us to design an oven dedicated for small parts. Tiny springs and wires are a pain to process in conventional ovens since they get stuck and mixed. Ovens are often unreliable, modified to be able to process those parts resulting in poor uniformity and higher energy consumption. The new innovative Pyro design aims to fix all those issues while offering PYRO QUALITY and support at a competitive price.
What’s New For 2023
NEW PRODUCTS
Hot Setting Oven
Pyro’s knowledge in rapid heat transfer will be useful for a turnkey hot setting system. Our high-speed technology allows high throughput while keeping the oven size to a minimum. The press system will be made in partnership by a renowned spring testing company. Our experience designing water spray cooling chamber will come in handy to cool those parts efficiently.
Small Oven
A new Pyro Oven dedicated to stress relieve small parts. Tiny springs and wires are a pain to process in conventional ovens since they get stuck and mixed. Ovens are often modified to be able to process those parts resulting in poor uniformity and higher energy consumption. This innovative and modular design aims to fix all those issues while offering PYRO QUALITY at a competitive price.
PRODUCTS IMPROVEMENTS

PS-106E BASIC
Due to the recent changes in suppliers offering ovens we have received a high volume of inquiries from spring makers searching alternatives. The PS-106E Basic will meet CQI-9 uniformity requirements, be offered with less KW, smaller footprint and most importantly will be more affordable.

Connectivity
With the constant need for support we will be adding a new connectivity feature allowing our service department to connect remotely and easily for any trouble shooting you may require. It will also allow you the user to Unlock the data of their machines to enable remote monitoring, predictive maintenance and other value-added services.
SOFTWARE UPDATE
Pyrograph Online
The Pyrograph Software (Beta) is now ONLINE. Used by our customers since the mid-90s it eliminates guesswork by precisely simulating the heat transfer in Pyro’s forced convection ovens during heat treatment of metallic parts. The Online version will help to streamline updates across our customers. The Pyrograph Online adds the following features; intuitive parts selection and orientation, ovens recommendations based on your preferred time, a Guest version for non-customers. Try-it for free now by clicking the link below or go to www.pyrograph.com
PYRO CASMI 2022
Nice seeing you after 4 years!
Thanks to everyone who stopped by Pyromaitre’s booth during the CASMI 2022.
As a reminder, we are specialised in manufacturing stress relieving oven that are 70% smaller.
Our machines can stress relieve springs at a speed of 0,04” of thickness per min (1mm/min) giving the same material properties or better. 0,25” CrSi wire can easily be done in 6 minutes with our ovens.
Pyro Ovens come standard with:
- +/- 10F uniformity,
- 5 years warranty,
- 24/7 support,
- Customer login,
- Pyrograph Simulation Software,
- and more.
Want to try one?
Rent one up to 12 months, no interest.
Pay the balance at the end should you want to keep it.
Need one now?
We have units in stock ready to be shipped in 4 weeks.
Gid us a call to find out how Pyro ovens and technology can improve your floow space, quality and production.
Lean Manufacturing Strategies for Tempering

If you’re like me, you might be wondering why special management philosophy is needed to achieve such a common-sense goal. The answer might just be that manufacturing has not changed, but the market it serves has. Craft production is the popular term used to describe the origins of manufacturing, Skilled craftsmen fit parts or components at assembly. Everything produced was essentially one of a kind. In the early 1900’s Henry Ford is credited with the development of mass production; this was essentially the development of common gauging standards used to eliminate fitting by skilled craftsmen.
Evolution of Lean Manufacturing
What change occurred that made mass production a term of historical reference? We, the market, changed. As the old saying goes, variety is the spice of life, and that is exactly what competition in our free-market society has delivered. Our craving for variety has had a significantly negative impact on the market share of mass producers. As was the case with mass production, the automotive sector is the breeding ground of Lean Manufacturing
The development of Lean Manufacturing is credited to Taiichi Ohno of Toyota. Therefore lean manufacturing is synonymous with the Toyota Production System (TPS). Its development is simply an evolution that occurred in a specific environment. Ironically, the U.S. government played a role in defining that environment. Toyota had a workforce it could not reduce, a market that demanded variety, fixed floor space and limited finances. To be successful in this environment, Toyota had to identify a new model of manufacturing. How fortunate that today’s manufacturing environment is nearly identical to that of post-WWII Japan
Buzzword Bingo
The terms associated with lean manufacturing remind me of IBM’s Buzzword Bingo commercial, only broadcast in Japan.
- Muda – elimination of waste or nonvalue-added processes
- Muri – overburden or unreasonableness, standardized work
- Poka-yoke – mistake proofing
- Mura – smoothness or flow of work, just-in-time (JIT)
- Kanban – Visual indication, pull system
- Kaizen – continuous improvement, the “5 Whys”
These buzzwords represent the six primary areas of focus or the measure to improve one manufacturing process.
Six Sigma is often associated with lean manufacturing, but it is an independent statistical process measurement and management tool implemented to reduce or eliminate process variation.
The Soak -Time Myth
Is soak time a necessary process required to produce the desired metallurgical properties- full transformation to tempered martensite? Is soak time merely a poka yoke devised to compensate for varying furnace designs or the myriad of loading/ processing arrangements? Is soak time muda, and can it be eliminated?
Necessary
Tempering, like many manufacturing processes, has its fair share of rules of thumb. One such handy rule is one hour per inch of cross section. This nice linear relationship is easy to remember, but this is clearly not a rule based in science. If it were, how would you explain induction tempering?
In 1945, Hollomon and Jaffe published their works to describe the time-temperature relationship of tempering. Their Hollomon-Jaffe[1] tempering parameter depicts the correlation of change in hardness of martensite in steel as a function of temperature and time. The rate of carbide growth or coalescence from martensite, which produces the decrease in hardness during the tempering process, is affected by both time and temperature.
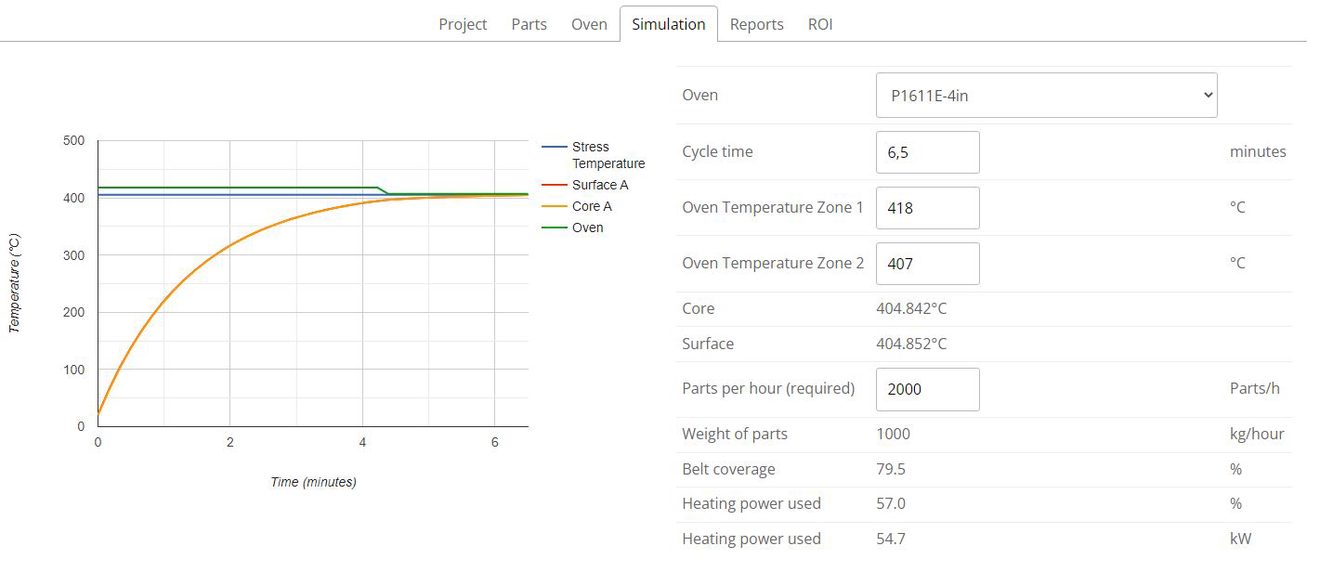
Pyromaitre has integrated the work of Hollomon-Jaffe and Larson-Miller into our proprietary Pyrograph™ heat-transfer simulation software (Figure 2). The program is based on Heisler unsteady heat transfer in cylindrical body formulas, and it gives a graphical representation of the temperature gain at the surface and at the core of a cylinder as a function of time and temperature in the furnace. For carbon and low-alloyed steels, the application will calculate the as-tempered hardness for your simulated recipe. It has proved to be a valuable process-development tool for our customers.
Poka-Yoke
A tempering oven is a heat-transfer machine, yet, in current practice, ovens are standardized around a heat- or temperature-uniformity procedure. There is no true standard procedure for heat transfer measurement. Soaking at temperature is merely the mistake-proofing method, or poka-yoke, for making heat transfer uniform.
A conventional batch oven is probably the best example to illustrate why soak time is a poka-yoke. The parts on the outside edges of the load come up to temperature significantly faster than those in the center of the load (Fig. 3). This delta T during the heat-up can be several hundreds of degrees, and there is typically no indication when the parts in the center of the load have reached set point.
Oven design, type, age and manufacturer, as well as loading density and method, are all factors impacting heat transfer. Wasteful excess time is merely the equalizer.
Muda
It becomes quite clear that soak time is a non-value-added process, or muda. Eliminating this wasteful process and maximizing productivity and quality requires a bit more effort than simply touching the up arrow on your temperature controller. Precision is mandatory – not only precision of temperature uniformity but precision in repeatability of heat transfer rates. Furnace design is a key factor in the performance of the tempering process further down the Larson-Miller curve.
Lean and Green
What’s the next big movement in manufacturing? In the author’s humble opinion, it’s Lean and Green. Lean will expand beyond the manufacturing process to encompass complete business structures and processes. We envision a shift away from global trade of products to global trade of intellectual properties. We will begin to see more manufacturers shift to local manufacturing and/or assembly in each of the markets they serve. We might even see them advertise or tout the Green impacts of domestic manufacturing and their responsibility to their customer’s communities. You have been following Toyota, haven’t you?
Pyro Case Files – Continuous Rapid Tempering
Continuous Rapid Tempering of an Induction hardened Crank shaft
The case file describes the introduction of a Pyromaitre Continuous Conveyor Oven to temper Induction hardened Forged Steel Crank shafts rapidly in less than an hour (cycle time -In to Out). This replaces the existing Batch Process using Pit Retort Type and Box Ovens. The process time -Tempering /Stress Relieving in a batch Oven is usually 3-4 Hours from Load to Un load. The introduction of Continuous Conveyor Pyromaitre Ovens allowed the process to be straight line integrated with a Robotic “Pick and Place” system via an Overhead gantry. The cam shaft transport between the Induction harden, Temper and Grind Line were synchronized and automated. The savings by replacing the Batch Furnaces with the continuous Pyromaitre Stress Relieving Oven was not only in space, and Time but also reduction in in Process and Energy Cost .
Reported benefits by an Indian Forging Company manufacturing Automotive and Industrial Crank shafts are described below with specific examples of Energy and Cost savings.
Part
Forged Steel Crankshaft
Material
38MnVS6/SAE1050
Size
Various
- (Maximum Length of Crankshaft: 1300 mm)
- (Maximum Crankshaft Swing Diameter: 320mm)
- (Maximum Weight: 170 kg each.)


Conventional Tempering Process: (In Vertical Retort Batch Furnace)
- 240-300 minutes cycle time at 210-350 °C including heat up, soaking at temperature (120 minutes) and cooling before unload
- 10-20 crankshafts of 65-170kg each part in process (~1300-1700 kg batch load)
- Output approximately 350 kg/hr.
- Batch Process
- Number of Vertical Retort Furnaces in Underground Pits used with necessity for overhead loading and unloading manual systems.
Pyro Tempering Process: (In continuous conveyor Pyro ovens)
- 45-60 minutes cycle time In to Out including cooling to room temperature.
- 8 crankshafts/hr. with 650kg/hr. output in a PYRO-P-4412 Oven @ 210-350 °C
- 8 crankshafts/hr. with 1360kg/hr. output in PYRO-P-4422E/P6011E and P6411E @ 210-350 °C
- Continuous Process allowing an integration with Robotic pick and place overhead gantry transfer of crankshaft from Induction Machine to Pyro Tempering Oven to final grind machine in an Inline Lean manufacturing layout
- Less parts in process
- Savings in Space
Energy and cost reduction on tempering of induction hardened cam shafts in a Pyro continuous electrically heated stress relieving furnaces.
The Company used the following methodology to measure the impact of Energy and Cost reduction by introducing a PYRO Continuous rapid tempering Furnace to replace the batch Pit type retort and Box furnaces.
- Measurement of specific Energy consumption.
- Identity heat Loss areas
- Study of hot air convection system.
- Implementation of corrective measurers
- Monitor heat consumption after installation of the Pyro Ovens.
Benefits derived were:
- Power saving of 6 Kw per Cam shaft Tempered
- Surrounding temperature reduced and normalized
- Monthly Power Saving (2013) is 25,200 kWh @ Rs. 200,000
- Annual Power savings (2013) is 302,400 kWh @Rs 2,449,000
- Specific energy consumption reduced from 13.5kWh/crankshaft to 7.5kWh/crankshaft
- Heat losses reduced by 5,160 kCal/crankshaft
- Energy consumption reduced by 44.4%
- Improved Air circulation by variable blower directions
- Installed vestibules at Intel and outlets of Oven to reduce heat losses
- Installed heat barrier plates to restrict heat emissions to outside areas (Shop floor environment impact).
Four models of Seven numbers (7) Pyro Conveyor Continuous tempering were supplied for different size crank shafts in two (2) Plants and three (3) Divisions to the Indian Forged Crank shaft manufacturer.
Pyro P4412E oven with cooler
The PYRO P-4412E Oven was designed for Sizes of Crank Shaft up to 1000 mm Long with swing Diameter 275 mm and an average weight 65 kg/ pc. The design output was 10 pieces per hour (650 kg/hour) with cycle times between 45-75 minutes.

Pyro P-4422E oven with cooler
The PYRO P-4422E Oven was designed for Sizes of Crank Shaft up to 1000 mm Long, and an average weight of 160 kg/pc. The design output was 8 pieces per hour (1300 kg/hour) with cycle times between 45-75 minutes



Pyro P-6011E and P-6411E oven with cooler
The PYRO P-6011E AND P-6411E Oven were designed for Sizes of Crank Shaft up to 1300 mm Long with swing Diameter 320 mm and an average weight 170 kg/ pc. The design output was 8 pieces per hour (1360kg/hour) with cycle times between 45-75 minutes.


Pyro Case Files – Applications of Rapid Heating

Rapid heating is the process by which a material can be heated to precise temperatures in a short period of time, and it has many uses. This article will summarize how PYRO Rapid Heat Transfer transfers heat to metal parts using an ultrahigh rate air convection movement that blows across those surfaces.
How Is Heat Transferred?
The three different ways that heat moves through matter:
- Conduction – when particles touch each other directly
- Radiation – waves moving off an object transfer their warming effect on nearby objects
- Convection – where molecules move from areas of higher temperature towards ones with lower temperatures over time.
Normal Standards And Practices
Ovens are designed to transfer heat, but they don’t do this very well in certain circumstances due to their calibration limitations. For instance, two different ovens will often pass inspections for uniformity and temperature accuracy. However, these machines behave quite differently when heating different loads despite having similar settings. Conventional oven processes use lower temperatures for a longer time, while extremely fast induction processes are common after hardening with an Induction process at a higher cost and little or no flexibility. Pyro technology gives the same advantages as induction but with much more flexibility.
How Does the Pyro Rapid Heat Transfer Work Differently?
A high-precision oven requires not only uniform temperature but also a very even heat transfer. Rapid heating is achieved using turbines(Fans). However, this isn’t enough for the desired effect: it takes many fans placed in special positions to achieve the desired result. The PYRO Oven takes a different approach to how heat is transferred than others with specially designed fans. It combines convection and radiation as a secondary source of heat.
The turbines and chambers are designed with aspects that maximize air velocity at varying points along its path so as not only does it transfer more energy, but it does it in a uniform manner across all sections of the model’s bodywork.
Pyro is launching its Stock Program
- Best ovens on the market are now available within 4 weeks !
- Including: CQI-9, Dynamic Heat Loss Control, Closed Weave Mesh Belt Conveyor, Inlet / Outlet chute
- Other options can be added upon request
Models available:
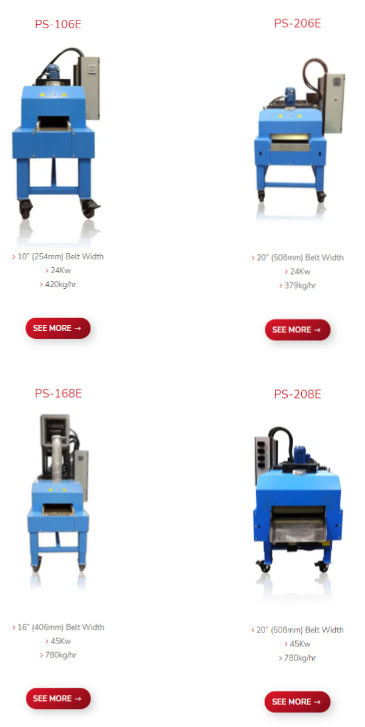
Stress Relieving and Tempering Ovens

Thanks a lot for visiting us during the FNA 2020!
Pyro is specialized in continuous ovens for stress relieving and tempering applications.
Our design and expertise allow for :
- Up to 70% in footprint reduction
- 3 to 10 folds time reduction due to heat transfer accuracy
- +/-10°F uniformity
- 5 Year warranty
- 24/7 support

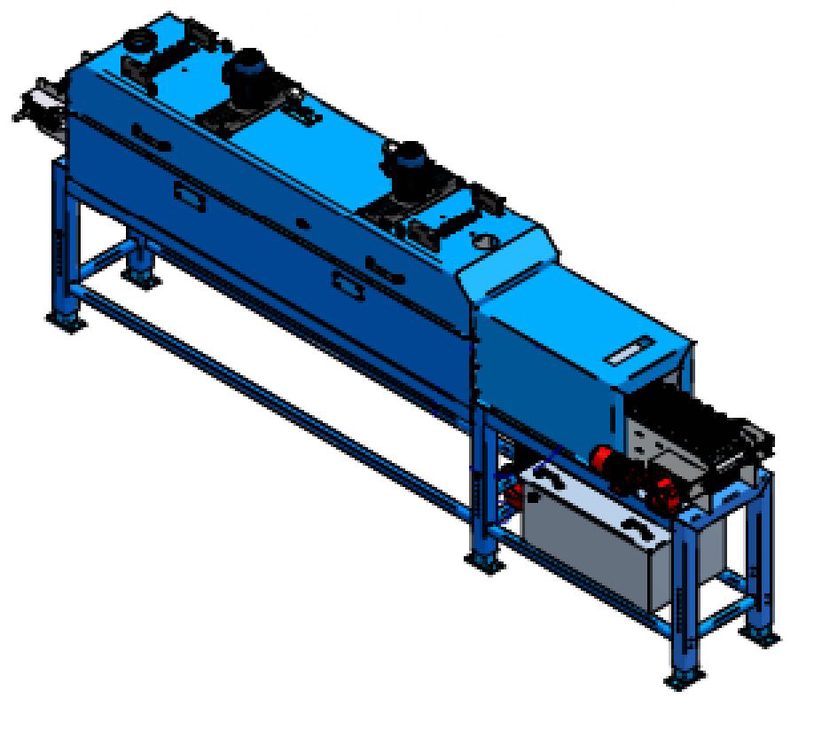
Pyromaitre is proud to present The P-11060G



THE 13 TONS /// 30,000 LBS OVEN
Here are some of the features :
- 2.8m wide x 18.3m long /// 110″ wide x 60′ long
- 13 tons / hour /// 30,000 lbs / hour
- 2350 kW /// 8,000,000 BTU
- 540°C /// 1000°F
- +/- 5°C /// +/-10°F uniformity
- Process 20mm /// 3/4″ wire in 12 minutes
- Up to 50% of energy savings with the Automatic Loading and Unloader
Pyromaitre has recently built and shipped to its final home the P-11060G. Capable of stress relieving 1,200 suspension springs per hour this beast is also equipped with an automatic loading and unloading mechanism. This helps minimizing heat losses by having all the conveyor enclosed as well as meeting production capacity into one single oven.
How to cut quenched steel without altering its data
One of the challenges we face when analyzing steel parts such as springs is their complex geometrical configurations. It is therefore difficult, dare I say impossible in the case of springs, to directly assess the latter and measure their hardness. In the best of worlds, a section of the spring is cut and shaped into a cube which is then easier to manipulate, with no risk of moving during the hardness test. However, cutting quenched steel means generating heat which may affect the data due to migrating carbon atoms inside the steel matrix. Taking into account the cooling time, we obtain what is closer to air quenching, which assuredly affects the hardness measurements.
In order to maintain the same properties as those of the original heat-treated part, the quenched steel part must be cut without overheating it. The ideal maximum temp to reach is 200°C (400°F), which doesn’t give much wiggle room to find an easy and effective cutting technique. In practice, immediately after cutting, the piece should be easy to manage with bare hands, at a maximum temp of around 50°C (120°F). Tolerance to heat may of course vary from one person to another.
Paying attention to the heat of a cut part is therefore a good place to start to ultimately obtain accurate hardness data. Most metallurgy laboratories have a diamond or carbon blade saw with permanent water cooling to ensure a low, uniform cutting temperature. When using a grindstone (a common practice), cutting must be performed slowly, with the part ideally plunged into fluid (such as water) during the process. Remember: the more you heat the part during cutting, the more it will lose its original hardness properties. This cannot be emphasized enough if we want to make sure that we have the right heat treatment recipe to ensure maximum control of the quality of our parts.
How does tempering steel ease the effects of quenching?
The most commonly used quenching practice involves oil, which is not as dramatic as quenching in water, especially when the steel is strongly carbon-based. As for air quenching a steel part, the desired effects are moderate, rendering the part a bit more flexible but less resistant to erosion.
On the other hand, quenching by plunging or pulverizing oil on the metal heated to more than 900°C (1650°F) is never performed without adding another heat treatment, because the part becomes a bit too fragile for normal usage. The carbon must therefore be redistributed, because it can remain stuck in the grain boundaries, these small pieces that make up the solid structure of our steel and whose size is determined by the heating and cooling temps. To avoid this issue, the part is heated to between 200 and 700°C (400 and 1300°F) without triggering atomic alterations. When the part is air-cooled, the carbon atoms have just enough energy and time to transport into the grains, resulting in a part with greater flexibility and less chance of breakage under sudden shock. This also means a more linear stretch, which is so important for springs.
Choosing the right tempering process guarantees optimal performance and a longer service life. Unfortunately, this particular treatment is only reserved for steels. That said, while it could be very useful for other metals, their atomic structure would react differently. Each metal has its own recipe to change its properties.
Steel tempering: An overview
You’ll notice that this blog is not reserved for confirmed metallurgists, although some may have difficulty explaining this physical process in layman’s terms. Since the dawn of time, man has hardened steel without really understanding the subtleties of this atomic-level transformation. Only in the 19th Century did scientists come to understand this phenomenon which was long associated with such things as magic and spiritism. It all depends on the atomic transformation of steel.
Now when we say steel, we mean iron with a pinch of carbon. Because pure iron cannot be quench hardened, 0.2 to 2% carbon must be added to its mass; if we add more, it becomes cast-iron, which is another type of metal. Therefore, construction steel, which contains 0.18% carbon (also known as mild steel), shows very little reaction to tempering and is actually the only steel that can be quenched in water without it becoming brittle like pane glass. As for the other nuances, it depends on the amount of carbon involved.
Carbon atoms, as we know, are infinitely minute; so much so (compared to large iron atoms and the other elements) that they can not only insert themselves between the latter without altering the atomic structure of the part but can also move around inside the structure, regardless of the heat fluctuations at play. Another important fact is that iron can alter the layout of its atomic structure during its solid state, which is remarkable for a metal.
For steel, this atomic-level transformation occurs at around 730°C (1350°F). It is easy to detect because above this temperature, both iron and steel lose their magnetism. During the cooling process, tiny carbon atoms become trapped and are unable to return to their original configuration, as steel was in its initial state. During rapid cooling, such as in ice water for example, carbon atoms stay where they are, and because they are unable to move as fast, this creates distortions in the atomic structure of the matrix, which results in microscopic cracks. When oil is used to cool the part, however, the change in temperature is less dramatic, and because it is less intense, the carbon atoms partially reposition themselves in the right place, with a few atoms blocking and deforming the atomic structure in ambient temperature, which is enough to significantly increase the mechanical properties of the steel without weakening it against the slightest shock. Finally, if the cooling time is long enough, the carbon atoms revert to their initial position and the steel to its original state. Now some specialists might find this explanation too simple, but ultimately, the tempering phenomenon is just that.
Spring expansion measurements when analyzing stress relief results
Stress relieving removes a large part of the produced internal tension and significantly prolongs the part’s service life, with no major complications. While this treatment is easy to do, particularly if we use an oven specifically designed for this type of treatment (as are those built by Pyromaître Inc.), it may be harder to verify its efficacy and to prove that the maximum amount of residual stress has indeed been removed. One scientific method, X-ray diffraction[i], can confirm and validate the anticipated outcomes by bombarding a sample of treated steel with X-rays and analyzing the intensity of these rays according to their projection into space. The result of the heat treatment is then evidenced by a curve produced by the synthesis of the diffraction analysis.
The equipment required to perform this type of test is relatively costly, and if adequate tools are not available, there may be delays in getting results, as few industries possess mechanical characterization labs similar to those found at university research facilities. Luckily, manufacturers have developed a simpler, more practical method to ensure optimal stress relief outcomes. These industries perform physical testing to determine the effects of expansion on their springs post-treatment. However, each type of spring must undergo individual testing to measure expansion post-treatment… which basically means that each case is different.
I’m looking at the relevant literature to see whether anyone in our field has introduced any new testing standards that (a) could be easily applied to the majority of spring models (length, width, and diameter) and (b) could confirm the success of a treatment. The greatest challenge in finding a general rule pertaining to expansion is that springs don’t expand in only one direction, which considerably increases the number of prediction errors regarding the deformations created by the treatment.
I have not given up just yet! I will continue looking into this. I hope that eventually I can write an interesting article on this issue. I will let you know before year’s end. If any of you happen to have expertise in this area or have read on the subject, feel free to share your thoughts here.
[i] Scientific American. X-Ray Crystallography: 100 Years at the Intersection of Physics, Chemistry, and Biology.
https://blogs.scientificamerican.com/scicurious-brain/scicurious-guest-writer-x-ray-crystallography-100-years-at-the-intersection-of-physics-chemistry-and-biology/
For industrial oven heat distribution, uniformity is key
For an industrial oven manufacturer, the toughest challenge is obviously making sure that the heat is evenly distributed. It would be wrong to think that this is better achieved by batch ovens than by conveyor belt ovens. The laws of physics being infallible, many technical aspects must be considered for each heat treatment, regardless of the oven used. Remember, the goal is to bring each part – and not the inside of the oven, as many believe – to the desired temperature and as fast as possible to enable its center to reach the same temperature as that of its surface. Rapid execution and uniformity are the prime directives of oven builders and manufacturers who must use a lot of ingenuity in designing the technical functionalities of each oven so as to address these challenges.
‘’ Since 1981, Pyromaitre has created innovatively designed industrial ovens that drastically reduce cooking time; the heat transfer in these ovens is so efficient that customers can increase their output in an oven that is up to 70% smaller.’’ AN OVERVIEW OF CLEANTECH IN QUÉBEC, 2016
A good oven is characterized by computerized burners (or heating elements) and innovative strategies to install the right fans to evenly distribute the heat to the various zones of the oven. The space inside the oven is also another important factor to consider. With advances in stringent industry standards, such as AMS 27591 which allows for a maximum variation of 6°C for average-temp treatments, before purchasing an oven, make sure that load testing has been conducted, supported by a certified temperature curve profile. No-load testing (no simulations of the total number of parts normally processed in the oven) is not really representative; the oven must be loaded to simulate actual processing conditions.
1 : web reference = https://www.an-answer.com/TT/HeatTreatSpec-AMS2759_3D.pdf
Before purchasing an industrial oven
Here are a few suggestions to try and change their way of thinking, because before deciding on who will manufacture your next heat treatment ovens, you first have to be sure of some things BEFORE the oven is up and running so as not to run into recurring problems down the line.
First of all, a quality industrial oven has several temperature adjustment and maintenance controls in form of deflectors for the different heating zones as well as computer-controlled heat sensors to optimize the heating treatment temperature to ±10ºC. In this regard, Pyromaître’s specs are more accurate than are those of CQI-91 standards (±5ºC or ± 10ºF). This ensures that the parts we treat correspond exactly to our clients’ specs.
Certified documents guarantee that your investment matches your technical requirements. These documents must be provided to and accepted by the buyer and their specific standards.
Make sure that the manufacturer in question is available for any post-sale adjustments, as parameters such as gas quality, average ambient temperature (which can vary from one area to another on the planet), and even the altitude where the oven is used may have a direct impact on the quality of the combustion or the heat transfer by electrical components.
A high-quality oven means avoiding a ton of problems – and saving you time and money.
1 CQI-9 AIAG (Automotive Industry Action Group). Special Process: Heat Treatment System Assessment (3rd ed.). 2011.
Edgar Bain, father of the modern heat treatments
What’s important about this scientist is that he was a true research pioneer in the area of X-ray diffraction for crystal analysis, an interest partly fed by his fascination with this new technology. Over time, data collection, computation, and statistical analysis using modern computers have considerably altered heat treatment practices since Dr. Bain first compiled his findings on the effects of cementite (a carbon concentrate) during tempering. The advanced X-ray diffraction technologies demonstrated in recent literature lead me to believe that these earlier metallurgical standards must be revised, not only to boost the performance of tempering and stress relief processes but to make them more cost-effective.
1Paxton, H. W. & Austin J. B. Historical account of the contributions of E. C. Bain. Metallurgical Transactions. 1973.
What follows quenching?
The parameters used in heat treatments to reduce the hardness and increase the durability of tempered steels are traditionally determined by equations like the Holloman-Jaffe parameter, directly inspired by the Larson-Miller relation. These equations measure the effect of the different metallurgical transformation stages, such as tempering and stress relieving. However, these older formulas pertain to isothermal (Constant Temperature) treatments that are practically non-existent in industrial-level facilities because of the heating temp offset which precedes the minimum maintenance time at the ideal temp to obtain the desired physical, mechanical, and metallurgical specifications.
Although these equations are still widely used in the heat treatment industry, a certain number of procedural challenges have been identified related to temperature optimization and time estimates for tempering or relief treatments; today, they have attained the limits of metallurgical predictability and are generally considered too high. That said, recent studies report using sound scientific data to optimize these equations to make them more reliable in predicting post-treatment outcomes and to update changeover times and oven heat parameters.
In an article by Lauralice Canale1, different methods are presented to address the problems related to these basic equations, including the findings of Gingras2, Guo3, Inoue4, and Wan5. Undoubtedly, the Larson-Miller and Holloman-Jaffe parameters, the gold standard in the realm of heat treatments, must be optimized for industrial applications.
1 Canale, L. et al. A historical overview of steel tempering parameters. International Journal of Microstructure and Materials Propreties. 2008.
2 Gingras, R. & Grenier, M. Software assists in optimizing tempering process. Industrial Heating. 2005.
3 Guo, C. Mathematical model for tempering time effect on quenched steel based on Holloman parameter. Acta Metall. Sin. 1999.
4 Inoue, T. A new tempering parameter and its use for practical heat treatment. Journal of the Iron and Steel Institute of Japan. 1982.
5 Wan, N. et al. Mathematical model for tempering time effect on quenched steel based on Holloman parameter. J. Mater Sci. Technol. 2005.
Our metallurgical approach
If you want to learn more about average-temp heat treatments (200 to 1000°F), follow my blogs. After several decades developing this cutting-edge technology, Pyromaître now masters this process. With its extensive line of ovens, we can now ensure a more rapid and more accurate final production phase for your treated parts by substantially reducing our oven times from 30 to only 10 minutes, with the same exceptional results. Many manufacturers trust us to do the job right and are sold on the technical superiority of our facilities. Stay tuned to learn more!
The scientific cornerstones of our expertise
Allow me to introduce the fundamental principles supporting our innovative approach, namely, the Larson-Miller parameter and the more recent Holloman-Jaffe parameter. To fully appreciate the demonstration of these principles, go to the Reports – Stress relieving section of our website, where you will find a few articles, such as the 2013 article High-speed tempering of gears: A comparative study, which provides a good synthesis of our work. For a more practical perspective, the articles Test Report Axles Shaft 1 and 2, also on our website, accurately describe how we are able to lower our treatment times to satisfy customer demands in terms of thermal treatment results. You will find all this and more in my upcoming blogs.
